提示:文章写完后,目录可以自动生成,如何生成可参考右边的帮助文档
仓储管理对制造行业的重要性不言而喻,它贯穿于整个生产流程中,是确保生产效率、成本控制、产品质量以及客户满意度的关键环节。
制造业的仓储管理有其独特之处,具体表现在:
(1)物料/成品种类繁多且管理复杂
(2)出入库频次高且数量大
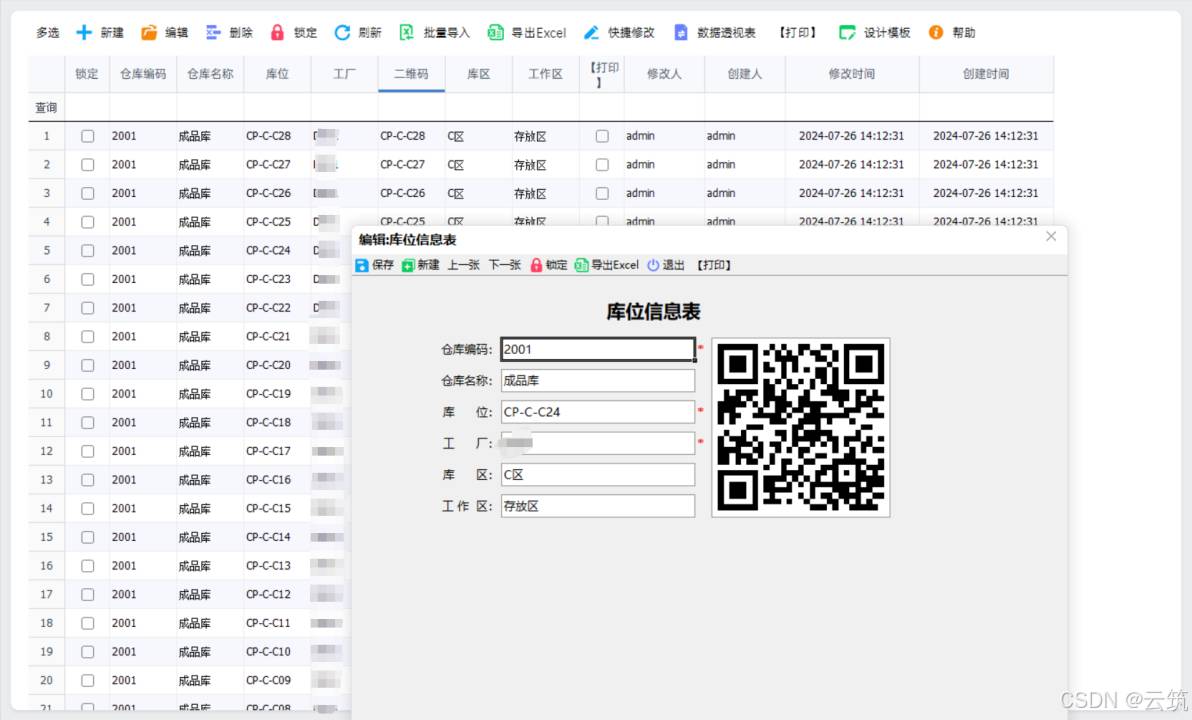
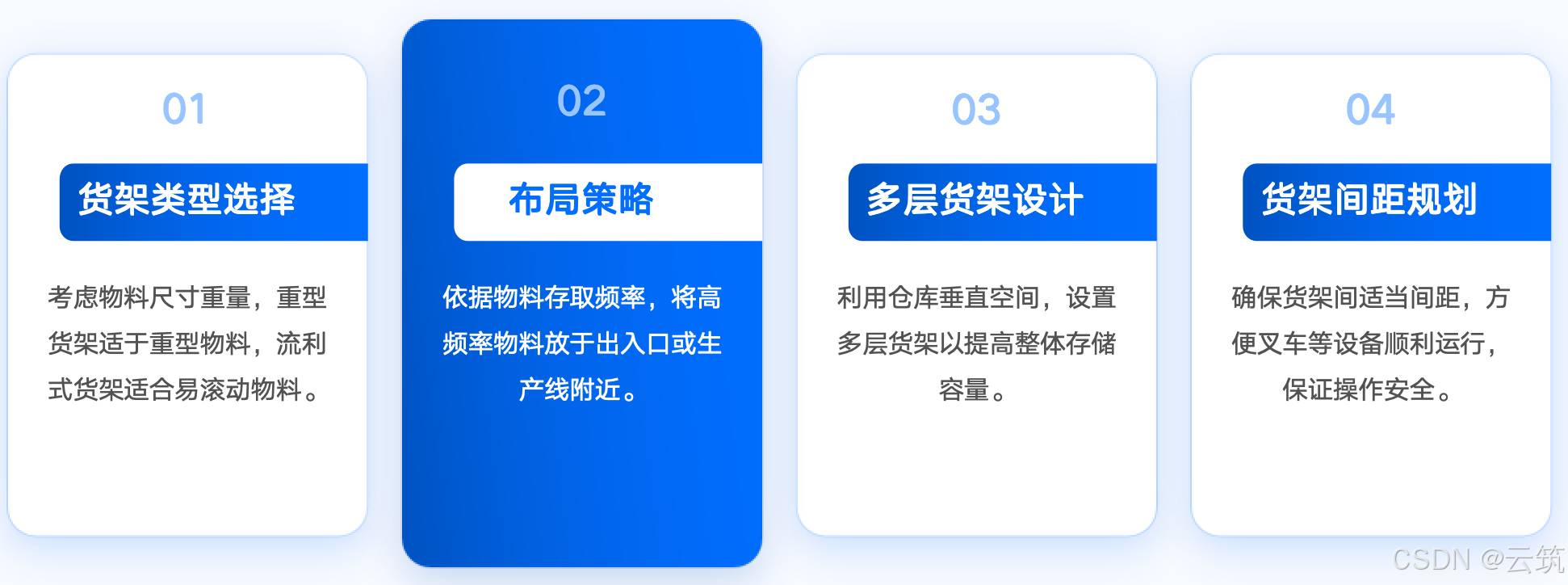
(3)物料标识以及库位规划的重要性
(4)批次管理与追溯性要求高
(5)库存控制与优化
(6)多仓库协同管理
根据各仓库的库存情况和生产需求,合理调拨库存,确保各仓库之间的库存平衡和生产线的连续供应。加强各仓库之间的信息共享和沟通,及时传递库存信息、生产计划和客户需求等关键信息,提高整体响应速度和服务水平。

智能制造仓储管理解决方案的目标是多维度的,旨在通过集成现代信息技术和智能化手段,同时结合专家顾问丰富的业务经验,全面优化制造业仓储管理流程,提升运营效率,降低库存成本,减少货物过期或积压,实现物料的全流程追溯。
(1)提高生产效率
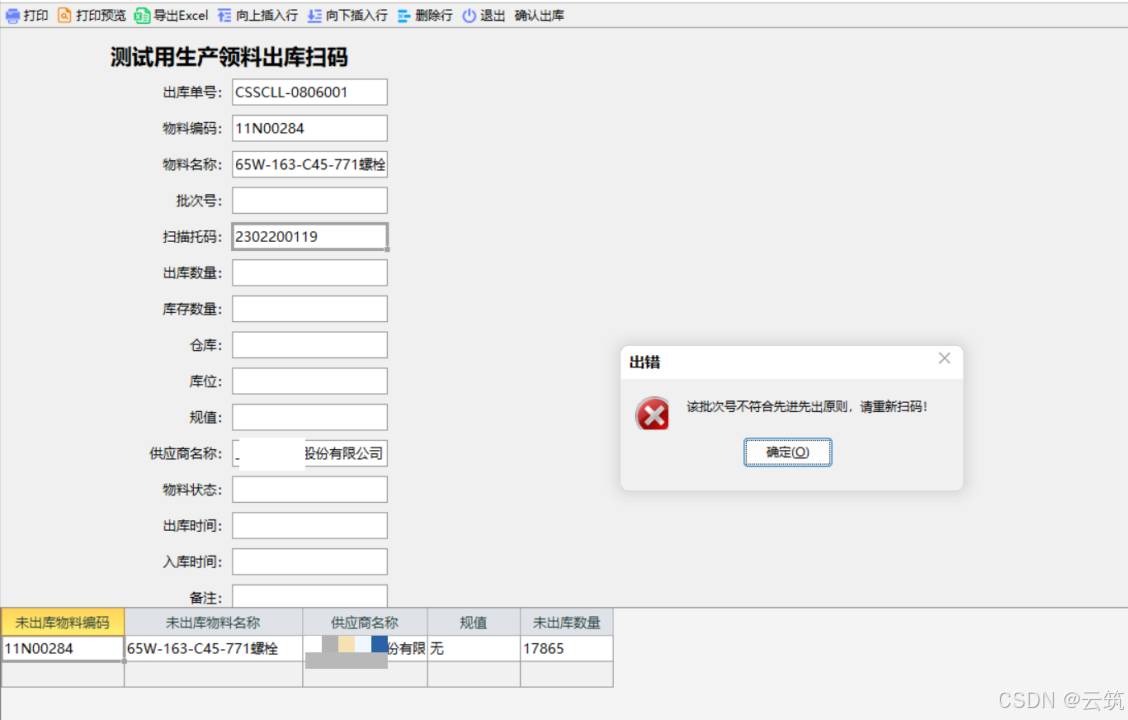
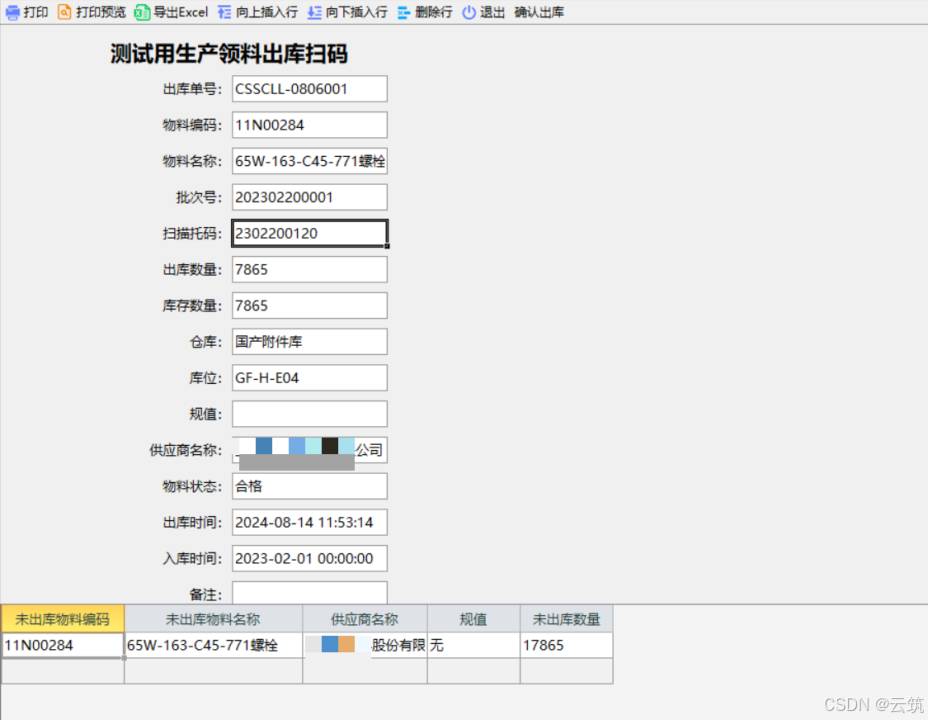
(2)解决先进先出(FIFO)问题
(3)降低库存成本优化库存结构
(4)确保物料可追溯性
(5)增强灵活性与可扩展性
业务需求分析是核心环节之一,它直接关系到系统能否有效支持企业的整体运营流程,实现资源的优化配置和效率提升。
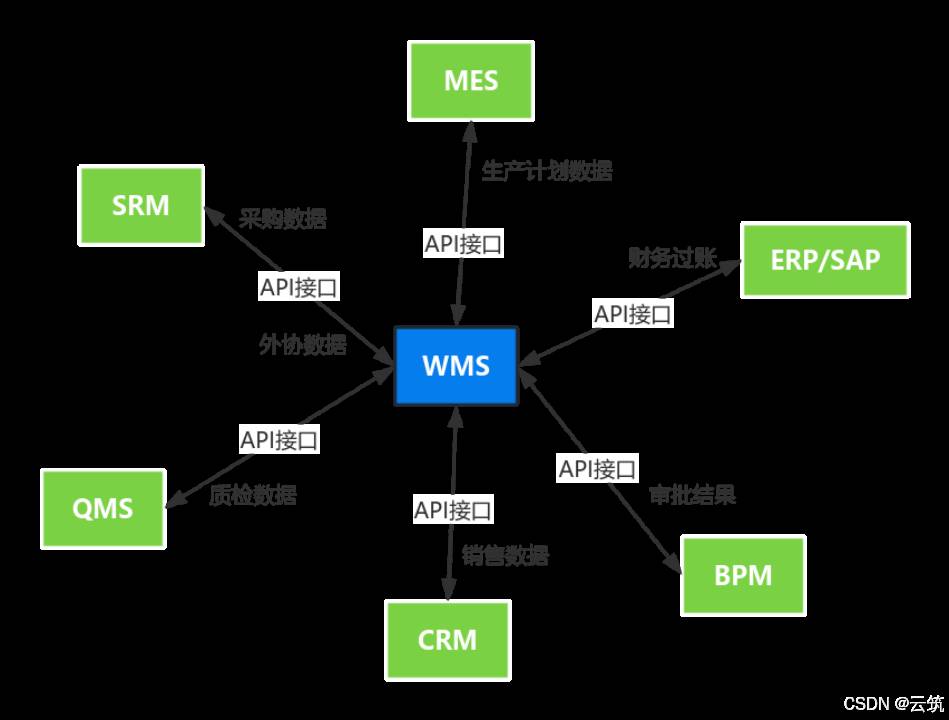
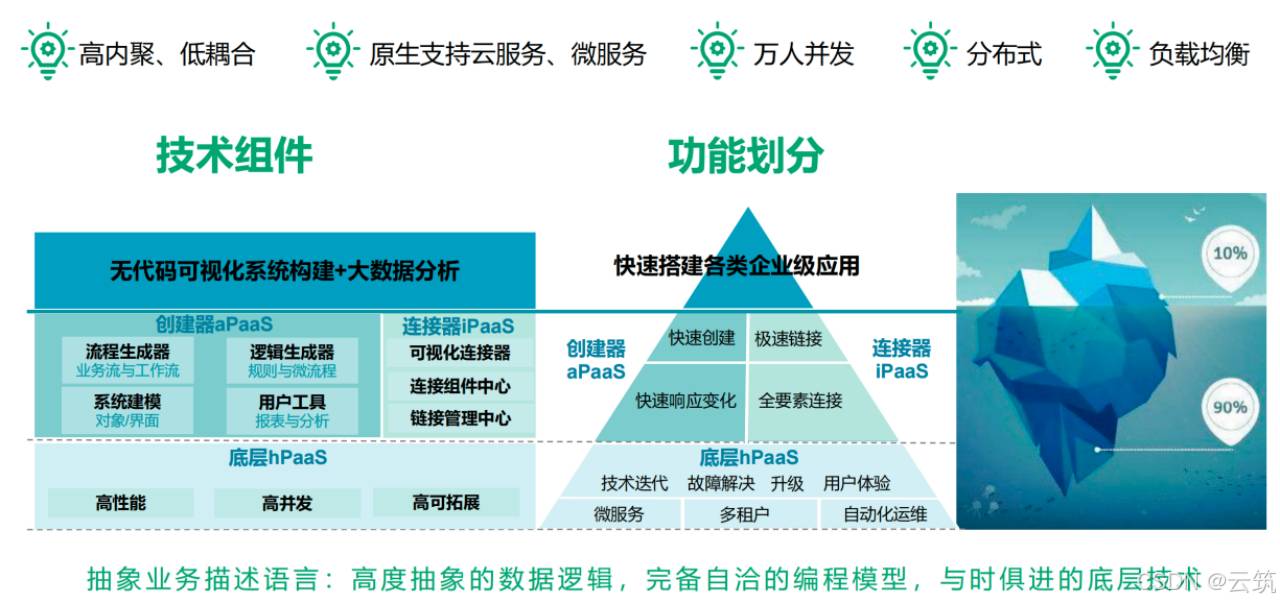
在智能制造仓储管理解决方案的架构设计中,技术平台部分采用已经非常成熟的低代码开发平台,并结合SQL数据库以及API网关接口来实现数据的存储以及与第三方系统的对接,这种设计方案能够显著提升系统的灵活性、可扩展性和集成能力。
系统划分为基础数据模块、入库作业模块、出库作业模块、库内作业、统计报表模块、三方系统对接模块。
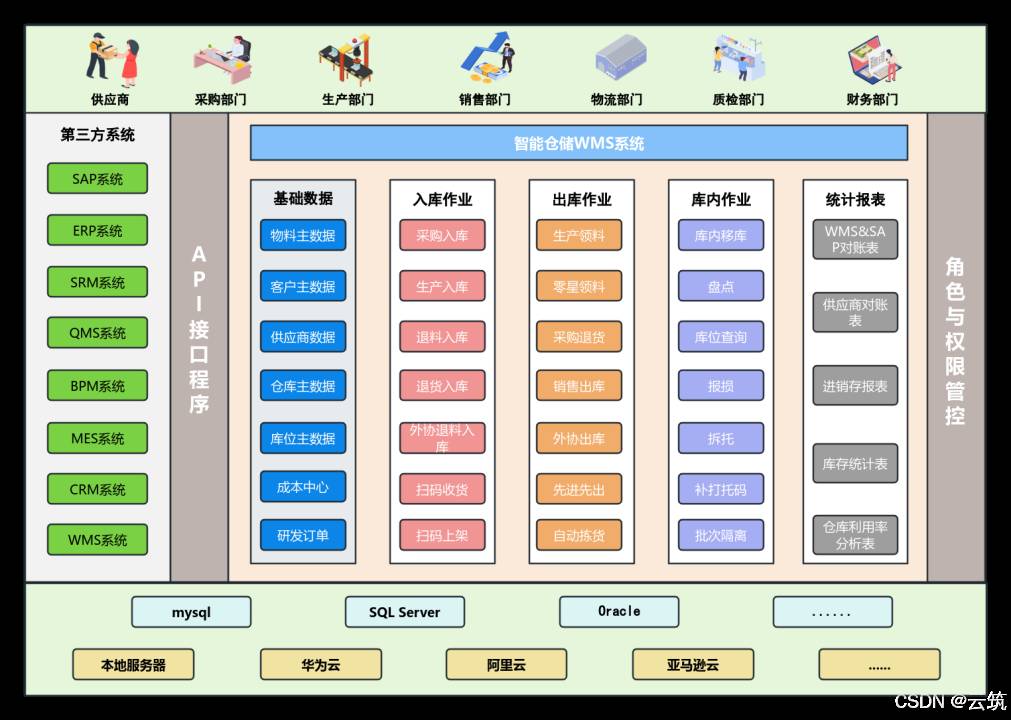
基础数据模块主要为物料主数据、供应商主数据、客户主数据、库存地点、成本中心、研发项目订单、客户送货信息,这些从SAP主数据中同步,不需要额外再新建,保证基础数据的统一。

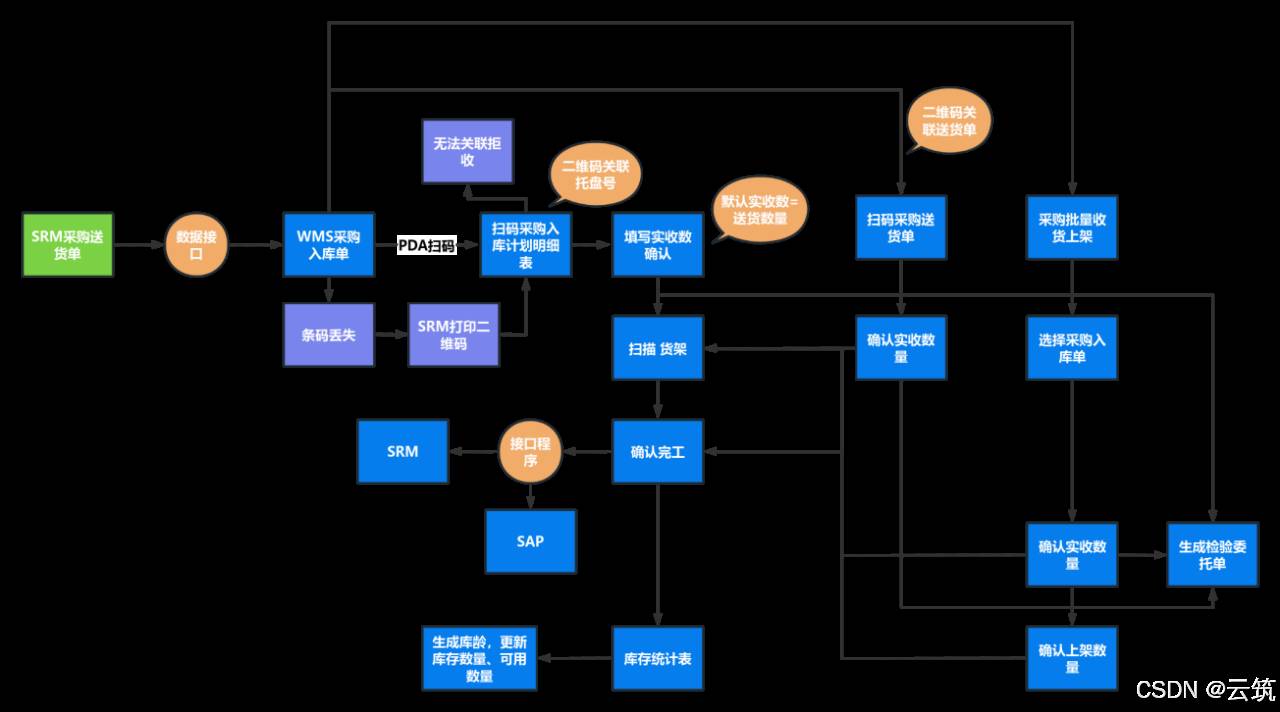
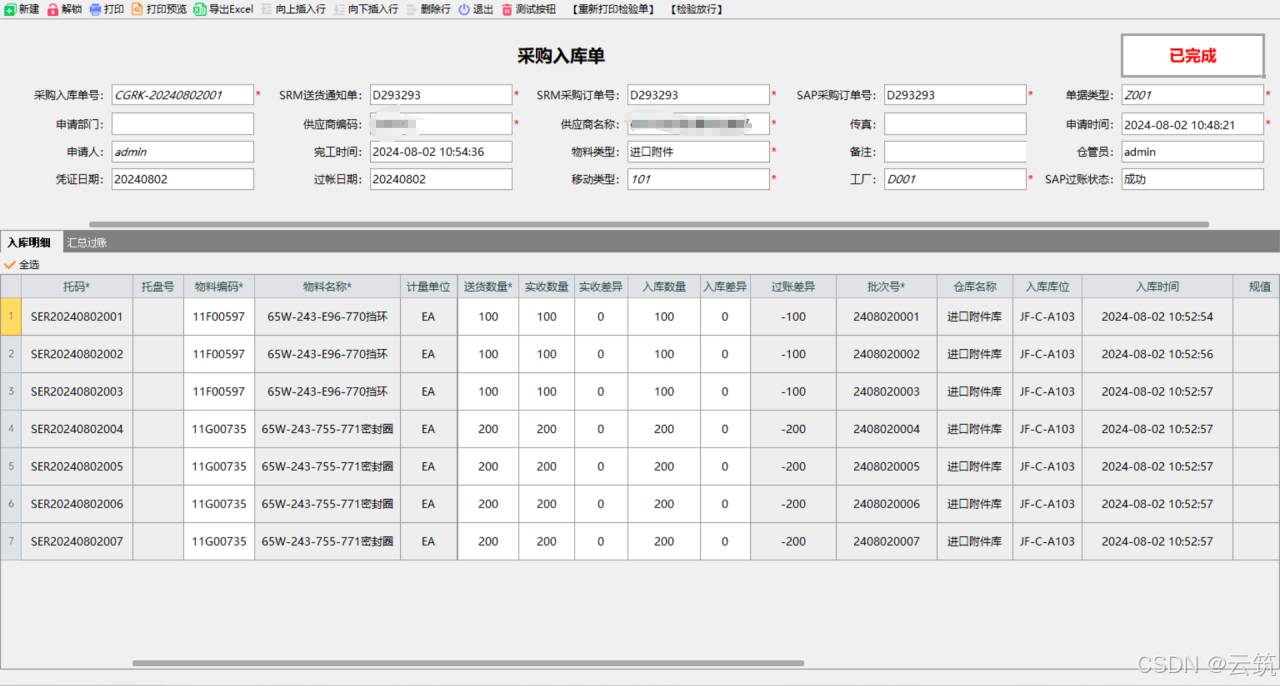
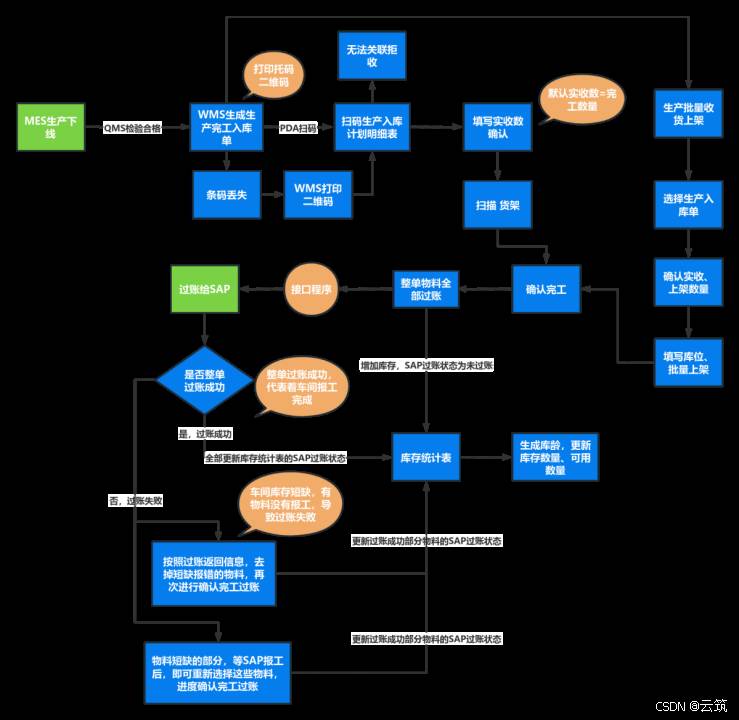
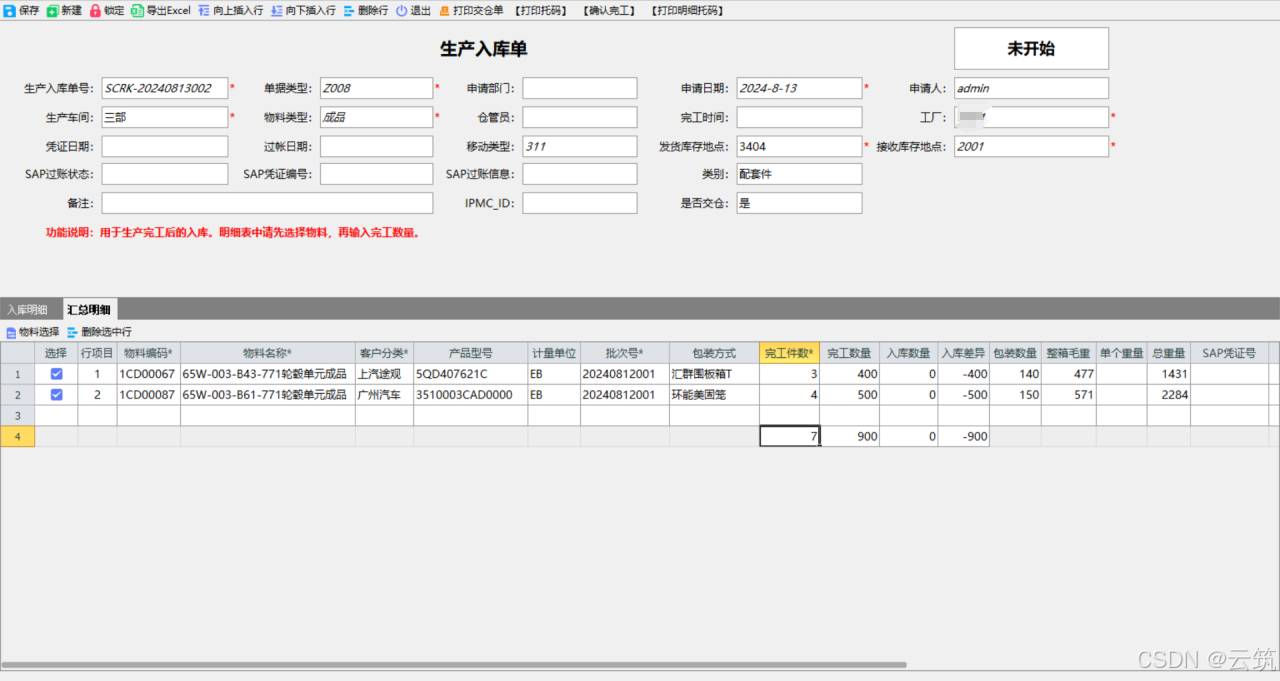
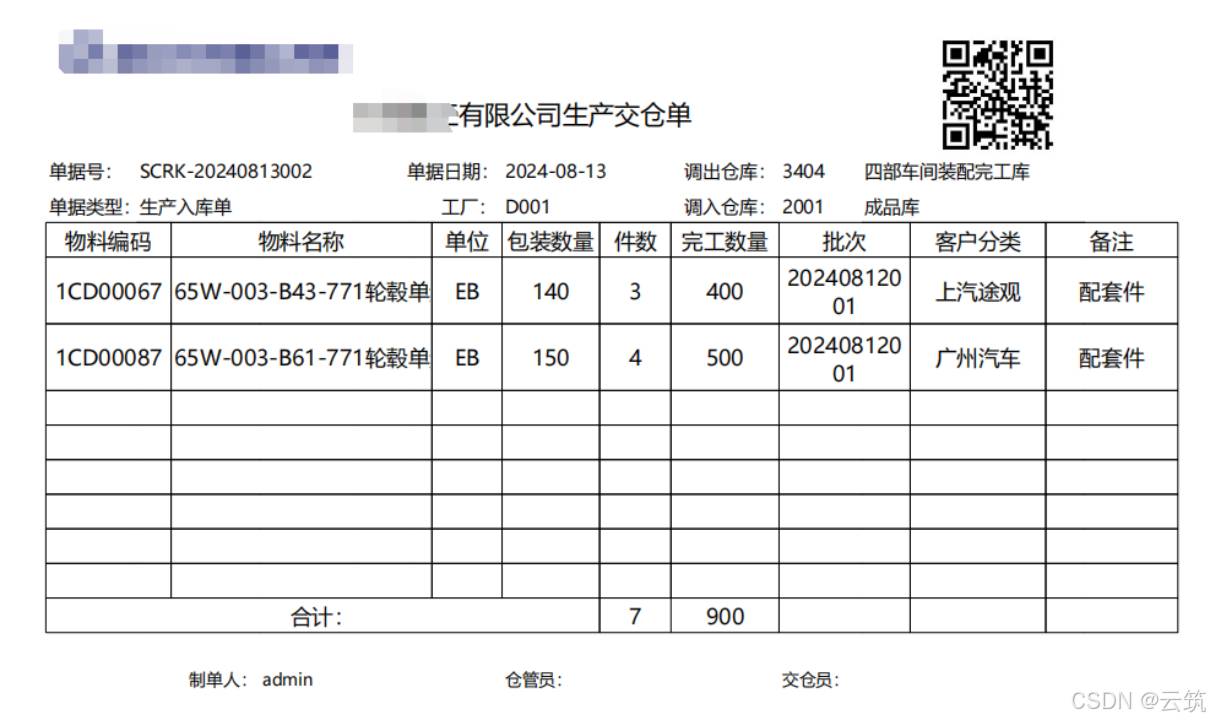
入库作业模块主要分为采购入库、生产完工入库、退料入库、销售退货入库、外协退料入库等,其中采购入库又分为原材料采购、在制品采购、成品采购、非生产性采购等,不同的物料类型采购略有不同。(下面入库流程设计以原材料为示例)
入库过程分为有收货、上架两个过程,仓管员可以选择在PC端批量收货批量上架,也可以用PDA按明细收货按明细上架。




仓库按物料特性和生产流程划分功能区,设置清晰通道,便于物料搬运与人员通行。


团队汇聚了一批来自IT、制造业、零售业、项目管理等多个领域的精英人才,构建了跨学科、跨领域的业务团队。专注于云计算、大数据、人工智能、物联网、低代码等先进技术在各行各业的深度应用与融合创新。通过持续的资源投入与技术创新,团队在企业解决方案领域取得了多项成功,不断推动技术迭代升级与企业进步。。

专业团队深耕制造行业仓储管理领域多年,积累了深厚的专业知识与实战经验,成功完成了多个大型项目的设计、开发、实施及系统集成工作。例如:万向集团的智能仓储方案、华达新材的ERP定制方案等。团队成员对制造行业的独特需求、业务流程及最佳实践有着深刻理解,能够精准把握客户需求,提供高度定制化,极具性价比的解决方案。
本文详细介绍了我们公司团队为某制造行业定制的智能制造仓储管理的方案,涵盖需求分析、架构设计、仓储优化、技术应用、系统实施运维等环节,旨在通过现代信息技术和智能化手段提升制造业仓储效率,降低成本,确保物料符合先进先出规则以及实现物料全流程追溯。
我们不仅局限于WMS仓储方案,还有工单、计划、排产、供应链等,我们的宗旨是打造全业务全流程全方位的信息化方案。

